Case Study: Modular UPS for Industrial Water Treatment with Advanced Thyristor Modules
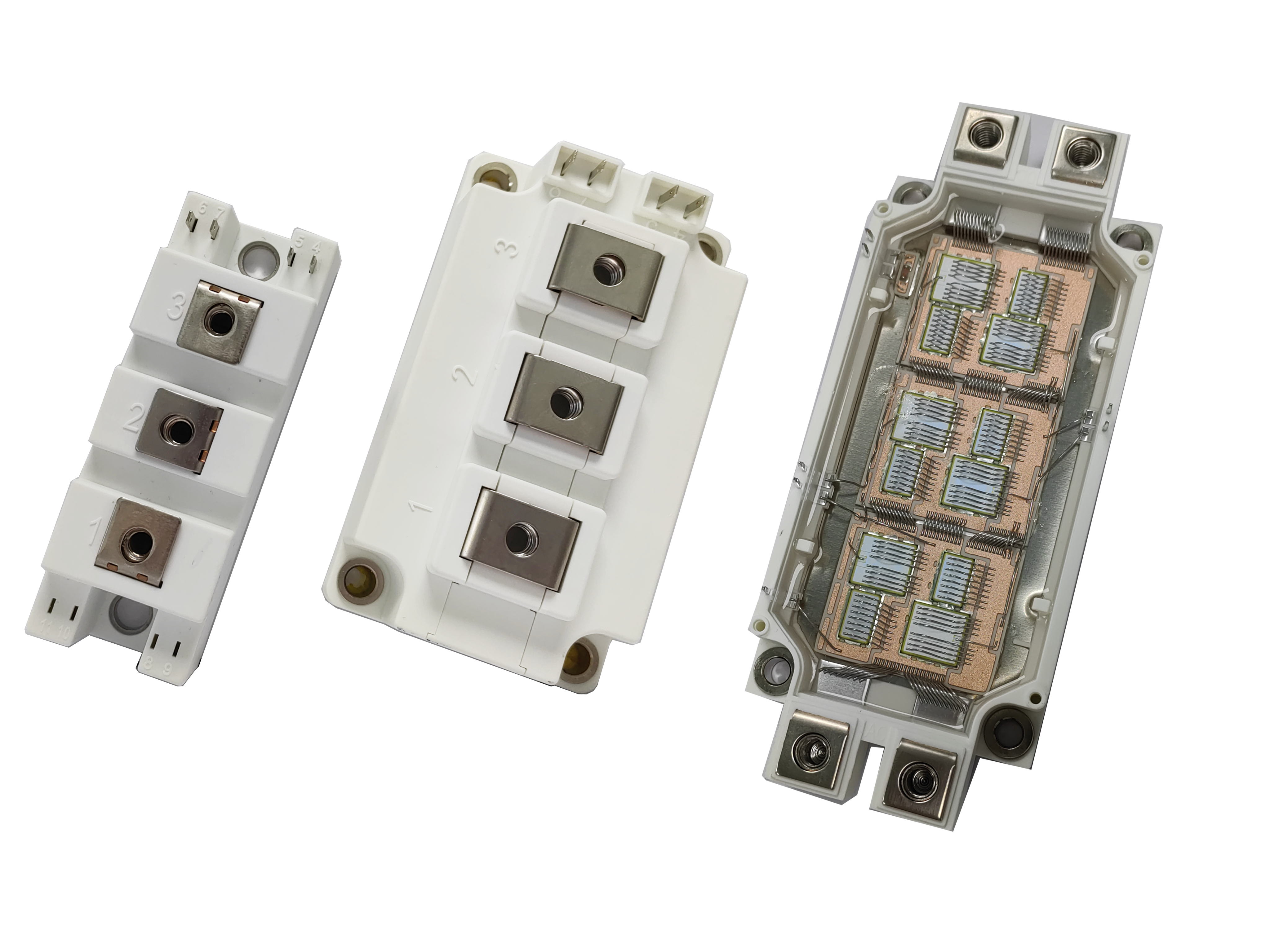
As industrial facilities embrace digitalization and higher energy demands, ensuring reliable backup power for critical processes becomes essential. This case study details how a modern water treatment plant deployed a modular UPS system with advanced thyristor modules—namely, the 14500A high frequency anodizing, compact package desalination energy storage, and HVDC ceramic base plasma cutter modules—to guarantee continuous operation and streamlined scalability.
1. Project Background: The Water Treatment UPS Challenge
The client operated a large-scale desalination and water treatment facility requiring:
Continuous, clean power to avoid process interruption or contamination
High surge current protection due to frequent grid fluctuations
Flexible UPS design for phased plant expansion and upgrades
2. 14500A High Frequency Anodizing Modules: Surge Immunity for Core Systems
The 14500A high frequency anodizing High surge current low on‑state voltage industrial phase control dual thyristor module was selected for the plant’s main UPS units.
Role: Provided robust surge protection during utility transitions, pump startups, and emergency switches.
Results: Over multiple grid incidents, the 14500A high frequency anodizing High surge current low on‑state voltage industrial phase control dual thyristor module enabled quick recovery and zero unscheduled shutdowns.
Benefit: Low on-state voltage contributed to reduced power loss and lower cooling costs across the facility.
3. Compact Package Desalination Energy Storage Modules: Space and Scalability
A major constraint for the client was limited physical space. The compact package desalination energy storage High surge current low on‑state voltage industrial phase control dual thyristor module addressed this perfectly.
Implementation: Enabled compact UPS cabinets in both new and legacy buildings, simplifying installation.
Scalability: Allowed for rapid addition of new modules as the plant expanded or upgraded processes.
Versatility: Supported both backup for essential treatment equipment and hybrid energy storage for renewable integration.
4. HVDC Ceramic Base Plasma Cutter Modules: Industrial Robustness for Expansion
The plant’s newest phase required HVDC power distribution to drive high-efficiency pumps and automation. The HVDC ceramic base plasma cutter High surge current low on‑state voltage industrial phase control dual thyristor module ensured industrial-grade performance.
Features: Provided high-voltage isolation, robust thermal management, and resilience during high-load cycles.
Outcome: Zero UPS-related equipment failures in HVDC segments over two years of continuous operation.
5. Lessons Learned and Value Delivered
By leveraging these advanced modules, the water treatment plant achieved:
Reliable, scalable backup power for every process phase
Significant reduction in maintenance overhead
Streamlined expansion with minimal downtime
This case demonstrates that deploying the right thyristor modules—including the 14500A high frequency anodizing High surge current low on‑state voltage industrial phase control dual thyristor module, compact package desalination energy storage High surge current low on‑state voltage industrial phase control dual thyristor module, and HVDC ceramic base plasma cutter High surge current low on‑state voltage industrial phase control dual thyristor module—can revolutionize UPS reliability for industrial infrastructure.